Started working on the main landing gear and in trimming the gear to the proper length of 95 inches, I noticed that one end had a void in it with a cross sectional area of 1/8"X3/16" and up along the leading edge of 4.5 inches, just inward of the leading edge by a 1/16 ".


I called the supplier Feather Lite and talked to Larry and he didn't think it would be a problem since it was near the leading edge. He asked that I send him some pictures for him to look at just to confirm, which I did. Waiting to hear back from him.
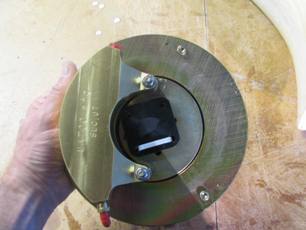
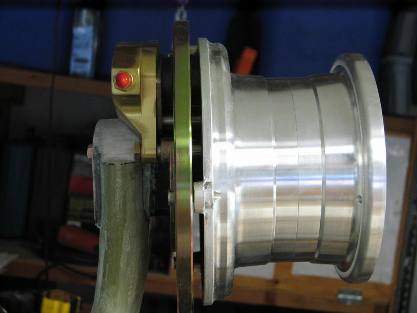
The wheels and brakes were purchased through Infinity Aerospace and are manufactured by Matco, they are of very high quality.
Here are pictures of the entire main landing gear and the wheels and brakes.



P.S. I apologize to my relatives in Holland who are monitoring my progress and haven't seen any updates in the website for probably over a year. I have, in the mean time completed Chapters 7 & 8, which I unfortunately misplaced the pictures and editorials. Chapters 7 & 8 primarily involved shaping and glassing the exterior of the fuselage. Hopefully I'll find the lost files on a memory stick somewhere and will update those chapters. I really do appreciate your interest in this project, just knowing you're watching keeps me motivated!
Sunday March 25, 2007
Received the landing gear strut back from Feather Lite. They did an excellant job of repairing the void in the strut, can't even tell where it was. So the next step is to add 4 plies of UNI at a 35 degree angle to the face to add torsional stiffness. After thoroughly sanding the strut with 36 grit sand paper, I mounted the strut on three nails with 5 minute epoxy to give some clearance from the table and Lynn and I did the layups. Each ply is layed up with the UNI fibers running in opposite directions. Here are some photos.



Sunday April 22, 2007
Added the brake line conduit to the trailing edge of the landing gear strut, used 3/8" vinyl tubing. Then did the trailing edge fairing layup, 2 plies of BID, used vinyl base board material and aluminum tape as a mold. Then did the final 4 ply layup of UNI over the entire strut.



Next step is to build a jig to do the mounting tab layups which involved making a vertical and flat panel from plywood and attaching it to the end of the work bench. The landing gear strut will lean against this panel with the legs set 9.25 inches forward to create the 8 degree forward sweep the landing gear is set at in the fuselage. Then a box is built and mounted on top of the landing gear with bondo which will provide the surface to do the tab layups on. A bit confusing to explain in words so see the picture below.

Sunday April 29, 2007
After a lot of measuring and plumb bobbing I bondoed the jig box/gear onto the work bench and completed the outside 45 ply layup on the landing gear tabs. Unfortunately for me Lynn had to go into work and I was on my own, it took 5 hours of solid work. The first 25 plies are UNI and cover the entire strut. The remaining 20 plies are BID and per the plans do not wrap around the entire strut but have a gap in the middle, not sure the reason for that. The tabs are also clamped to squeeze out any excess epoxy. I didn't get much squeeze out probably because some of the earliest layed up plies were already hardening. Here are some pictures.




Wednesday May 2, 2007
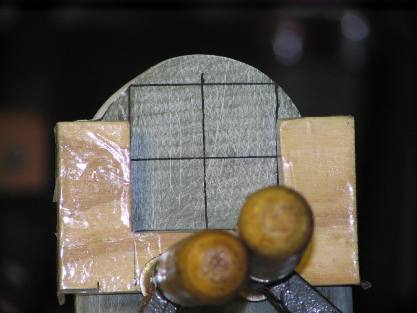
Now it's time to drill the 1/4 inch pilot holes in the tabs at precisely the right location. Measurements were made while the strut was leaning against the vertical piece of plywood. One critical dimension is the location of the tab hole which is 13 inches off center and 3/4 inch above the gear strut. Then measurements were made to relate this point to the jig box, which for me turned out to be 3.6 inches from the top of the box (which is now the bottom as it is inverted mounted on the table) and 13 inches off center. The 3.6 inch dimension will vary from builder to builder depending on how they cut their jig box to fit the top of the landing gear strut. The plans say that dimension should be around 4.25 inches so I was a little worried that mine was quite a bit different. After looking at other builder's websites I saw that most had dimensions less than mine and the important apsect is that it be 13 inches of center and 3/4 inch above the strut. So I proceeded with making a drill jig out of a 2 X 4, per the plans, to drill the holes in the tabs. I found out how difficult it is to cut a 2X4 perfectly square and straight, but eventually came up with a piece that had one square corner and a flat end. I used my drill press to drill the guide hole making sure the drill bit was perpendicular to the table in two directions. I clamped the drill jig to the tab and drilled each hole (1/4 inch) individually. Last step is to check that the forward and aft holes are aligned by running through a 12 inch long drill bit and miraculously they were. With the long drill bit through both holes I could measure that it was 3/4 inch below (above when right side up) the top of the strut so the location should be good. Here are some pictures.




Sunday May 6, 2007
Now that the holes are drilled it's time to remove the jig box and clean off all the bondo. This is done by carefully cutting out bits and pieces of wood, a bit tedious since it's very easy to cut into the strut. Cleaning off all the bondo was also a pleasure since I really used that liberally, the Fein sander took care of that pretty easily though. To get the jig box out and clean off all the bondo took a couple of hours.

In preparation for the next layup the holes in the tabs are filled with melted candle wax so that they're not closed up with epoxy. This is another 45 ply layup and is done on top of the strut and the inside of the tabs. It's essentially the same as the first lay except this time it's 25 plies of BID and 20 plies of UNI. This time Lynn was able to help me and we knocked it out in 3.5 hours.



Sunday June 24, 2007
Since the last update Lynn and I went to Virgina for a week to visit my brother and his family. They had just moved there and this was our last opportunity to see them before my brother, who is a Lt. Colonel in the Air Force was being deployed for six months, he is also building an airplane, by the way. We had a great time visiting all the National Monuments in Washington DC, the Air & Space Museum and Mt Vernon (George Washington's house). The World War II memorial was quite impresseive as were both Air & Space Museums. We also toured the Capitol building and the history there really gives you a greater appreciation for our country. Visiting Mt Vernon also enlightens you of George Washington's life and how he was really a forerunner in new techniques of farming with crop rotations and his innovative wheat threshing building. Also makes you appreciate how he looked beyond himself when he resigned as General of the Armed Forces and later after two terms as President even though there was an effort to make him king. Anyway, that's the trip report.
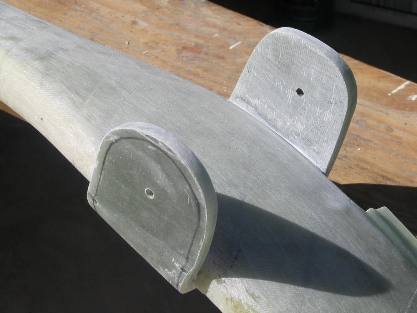
After completing the layups, rounding the tabs and redrilling the holes, I later happened to read an email from another builder who questioned whether the tabs really needed to be one inch thick. No where in the written instructions of the plans does it say that the tabs need to be one inch thick but the scale drawing if you measure the thickness in the drawing it's one inch. I searched the email archives and found this issue had come up several years ago and Nat Puffer (the designer) said that he made every effort to make the drawings to scale so if it measures an inch you should keep adding plies until the tabs are an inch thick. My tabs measured about 3/4 inches (must have clamped them too much) so I needed to add 10 plies (20 total) to both the inside and the outside of the tabs. The inside layup was easy since I could just hang the gear from the 2X4's off my bench, but for the outside layup I came up with a primitive clamp to hold the gear upside down.


Now that the tabs are an inch thick, with holes drilled and holes drilled in the fuselage bulkheads, we can fit the gear into the fuselage using two 1/4 by 12 inch long drill bits to ensure they are located properly. Per the plans that means that the leading edge of the gear leg ends should be 16 inches forward of the fuselage firewall. This I checked with a plumb bob after leveling the fuselage on benches and drawing the necessary lines on the garage floor. Amazingly I was only about 1/4 inch forward on one leg and 1/4 inch aft on the other. The plans allow you to elongate the holes in the bulkheads slightly to get the gear lined up correctly, which did the trick. The elongated holes eventually get drilled out to be 5/8 inch holes so it's possible to elongate within the 5/8 inch diameter. Also the gear legs should be level within a 1/4 inch, mine were perfectly level with out any alterations. We'll see how long that lasts after the axle installation.

Sunday Dec. 9, 2007
I've decided to get serious about this airplane building stuff, otherwise I'm afraid everyone's going to be dead and gone before it flys, including myself. I've always tried to maintain some level of physical exercise, typically running and now adding some weight lifting that usually consumes about an hour of my time each day and with a 3 hour roundtrip commute to work it doesn't leave much time for working on the airplane during the week. But I've come to realize that unless I work on it everyday, by the time the weekend rolls around you spend most of your time figuring out what to do. I was considering not excercising and just focusing on building the airplane but concluded that I need to excercise for both physical and mental health. Without your health even with an airplane it won't be much fun if you're not healthy enough to fly it. So I've convinced my carpooler to wake-up early (4:20am for me, earlier for him since he lives further away) and workout at the gym three mornings a week, Boeing provides a beautiful gym for it's employees. On the alternate days I wake up a little earlier and go for a 4.25 mile run, doing windsprint intervals. So now when I get home from work at 5:30pm I have almost 2 hours to work on the plane. I find also that I do better working on small tasks at a time, instead of tyring to do many tasks on one day. I've been keeping to this schedule for a month so far and despite the lack of sleep it's working out pretty well. On top of everything, six months have passed so my brother is on his way home from Afgahnistan
So I've managed to get several things accomplished since my last website update. I completed the landing gear strut installation into the fuselage. Had a bit of a setback when I installed the bushings for the landing gear attach rods in backwards. I drilled out the 1/4 inch landing gear bulkhead holes to 5/16 and floxed in the bushings. After they were good and cured I took another look at the plan drawings and suddenly something looked different than before and I realized the MG-4 bushings were in backwards. I thought a quick whack with a hammer and a properly sized punch would knock it out, no way. Those things were in solid. After some correspondence with other builders the method that worked was to use some properly sized sockets and bolt/nut combination to press them out while at the same time whacking it with a hammer. It's unbelievable how much force it took to get them out and those landing gear bulkheads were like iron, no evidence of deflection or cracking whatsoever. With the bushings floxed in correctly the landing gear strut installation was complete and dimensionally very close to the plans dimensions all within the 1/4 inch tolerance.









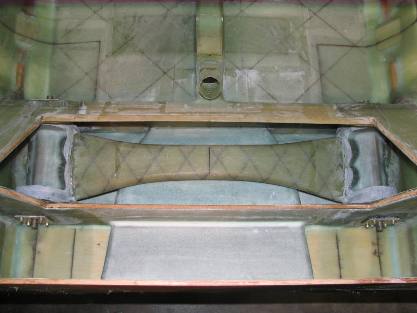
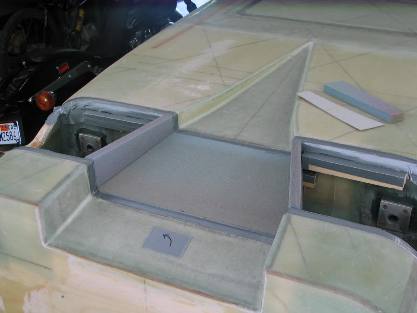
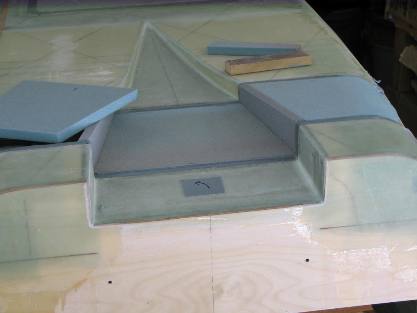
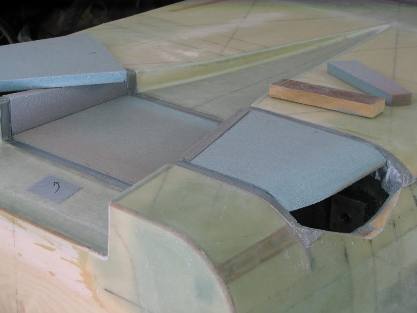
The next task was to make a cover for the gap in the fuselage where the landing gear strut is installed. This was both enjoyable and challenging. It essentially involved temporarily bondoing support blocks for foam which is contoured to match the fuselage and then glassed.. The NACA duct gets a flox corner to maintain the sharp 90 degree outside corner. I know I have more pictures somewhere, need to find them.




After the cover, back to the landing gear strut with the installation of the axles, wheels and brakes. The challenge here is to get a 1/4 degree of toe-in on the wheels. Upon landing the wheels turn out at touchdown so the 1/4 degree toe-in is to accommodate for this. The fuselage is leveled in every possible direction and then plumb bobs are hung from the garaged rafters at the front and rear centerline of the fuselage. Then the centerline of the fuselage is projected to a forward wall. I attached some plywood to the garage door and painted it white so I had a clean flat surface to make clearly visible reference lines.
Now by eye, lining up to the two plumb bob strings a helper marks the centerline on the white plywood. Additional marks are made for the dimensions from the fuselage centerline to the outside surface of the landing gear legs. To get the 1/4 degree toe-in the plans recommended an approximation of .1 inch inward for every 2 feet the gear leg is from the measurement surface (the plywood). The gear legs were 12 feet from the plywood so that came out to .6 inches inward from the gear leg dimension marks so another mark is made there (eventually you have so many marks to account for different offsets, it's a miracle your wheels are still pointed forward). The plans have you use a 1/4 inch diameter sight tube which you place against the gear leg and look through to see if the toe-in is correct. You need to correct for the offset of the sight tube by an 1/8 inch so another line is drawn for that. Because the outside surface of the gear leg is curved it's not really possible to check the toe-in until you've sanded them somewhat flat and then lay up 3 plies of BID. To really get the toe-in correct a flox pad is created for the axle flange. But before you do this an .063 inch thick aluminum backing plate is floxed to the inside surface of the gear leg and the end of the leg needs to be carved to accommodate the brake caliper. Thanks to Bernie Siu who created accurate templates for the Matco Brake installation and is willing to provide them for the asking, I could use his template to shape the ends of the gear legs.


To create the flox pad and to get the correct toe-in I made some wooden fixtures to hold the axle in place and enable adjustment of the axle toe-in. With the wing nuts I could accurately adjust the pressure fore and aft on the axle flange to get the correct toe-in. The toe-in is sighted from the end of the axle so you need to account for the added length of the axle on the reference marks. The sight tube allowed for a lot of variability so I also used a laser pointer to confirm the sight tube measurements. With flox applied to the gear leg and my fixtures in place and the axles wrapped in packing tape to allow for removal, (although they will be permanently floxed in place once I'm certain everything lines up) the flox is allowed to cure.


With the axle floxed in place I could accurately drill the holes through the gear legs for the mounting bolts and then see how the brake calipers fit. There needs to be .1 inch clearance between the end of the gear leg and the brake caliper, so I needed to trim the gear leg a bit more to achieve that. The only thing left to do on the brakes is to make the heat shield, but I needed to order some aluminum for that. Some builders were installing the heat shield between the axle flange and the brake support plate as opposed to between the axle flange and the gear leg. The logic was to keep the heat away from the fiberglass gear leg. It made sense to me except I was concerned that this change the spacing between the brake caliper and the wheel. I contacted Matco the brake manufacturer and George did not recommend that at all, he said it would adversely affect the caliper spacing. He also suggested to make the heat shield from stainless steel since it doesn't conduct heat as much as aluminum. I posed the idea to the builders group and the consensus was that the aluminum helps conduct heat away from the axle as well as reflects heat from the disk brake away from the gear strut, so aluminum was the way to go. A lot of input as to what was the optimum thickness, I had already order some .125 inch thick aluminum when I got alot of feedback that it was too thick. So I ordered some .090 which still might be too thick but that's what Marc Zeitlin is using so I can't be too far off base.


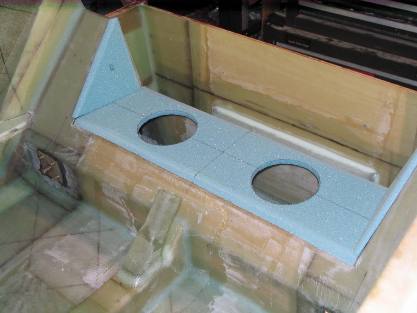
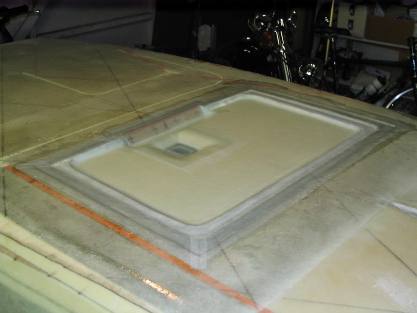
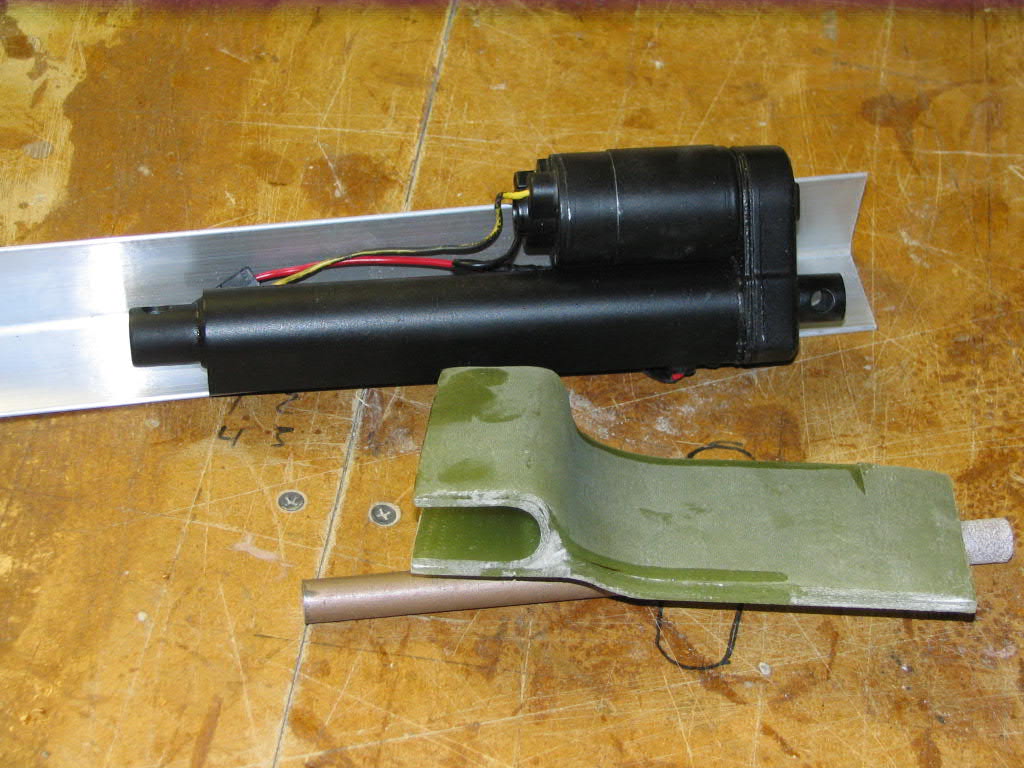
So while I'm waiting for the aluminum to arrive I've started working on the speed brake which is a panel which deploys from the bottom of the fuselage to help slow the airplane down when on approach to landing. This panel was glassed into the bottom of the fuselage so now it's time to cut it out using a hacksaw or cutoff saw. I went the hacksaw approach since that seemed to be the safest way without cutting into the foam. In retrospect I could have done a much better and cleaner cut with the Fein sander. I'm also planning to use an electric linear actuator to deploy the brake as opposed to the pulleys and cables shown in the plans. The electric actuator ends up weighing about the same and is comprable in cost, since it's recommended to purchase the pulleys and crank arms premanufactured from one of the recommended suppliers.
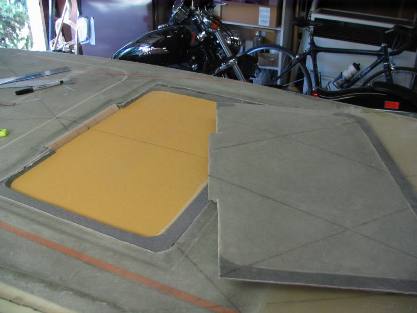
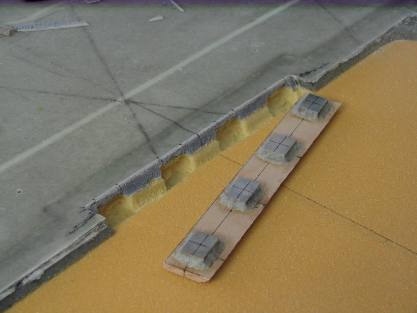

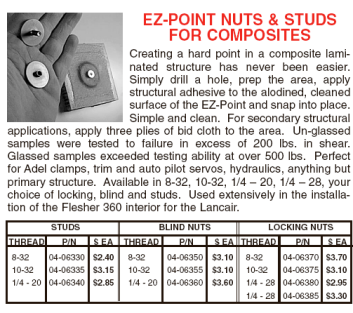
It's also necessary to create a hard point from birch plywood with aluminum slugs for the hinge to attach to using flox and screws. The foam is hogged out to accommodate for this. Because the foam will get 2 plies of BID overall and a third ply over the hard point and hole recess as well as the brake panel getting 3 plies of BID, it's necessary to recess all the foam overall by an 1/8 of an inch. This was a bit of a challenge but using a hand held router did the trick, just need to be careful and work slowly. Determining the location of the hole for the actuator to poke through was causing me to go in circles because I couldn't decide what to use as a reference point. Eventually I decided that I would use the plans dimension for the pivot point of the brake panel which is 3.9 inches aft of the hinge line. From there I could use the dimensions of the actuator and it's stroke (4 inches) to determine the hole location and size. I also needed to fabricate a bracket to mount the actuator to seatback support. I looked at several builder's websites and liked the way Bob Bittner did his. It's comprised of three separate layups. The first is 10 plies over a 1/4 inch offset to allow for the thickness of the actuator, then a second 10 plies over 7/8 spacer to create the fork and a third 8 ply layup thickens the fork. Each layup is cured before starting the subsequent layups. The goal is to get a 21/32 inch gap in the fork and a 1/2 inch offset from the surface to the inside of the fork. I also ordered EZ Points from Aircraft Spruce to use as mounting points, they're a bit simpler than hogging out foam and imbedding aluminum.
Lynn helped me glass the speed brake recess in the bottom of the fuselage. Because of the many compound curves and indentations it was a lot of work, but it came out great. It's 2 plies overall and a third ply at the hinge hard point and in the area surrounding the hole.
Sunday Jan. 20, 2008
Progress over the Christmas break was a bit frustrating due to a warped speed brake and numerous attempts to flatten it. I built a plywood oven with heat lamps to try and soften the fiberglass and clamp it back into shape. It eventually took three heat lamps to get the oven temperature up to 190F. Per the recommendations of my brother-in-law, Erik, I also added aluminum plates in front of the heat lamps so that the heat would be more conductive. Still I couldn't get it flat. Then I followed the recommendation of Marc Zeitlin to make longitudinal cuts in the speed brake every two inches and tape the cuts with one inch strips of 2 ply BID, weighing the brake down in the middle and putting 1/16 inch spacers on the ends, (since the brake is bowed laterally where the corners do not sit flush with the fuselage). This worked and made the speed brake flat and then I realized the fuselage bottom was not really flat. With the oven I could bow the speed brake even further and now it sits acceptably flat with the fuselage bottom. It's slighly bowed in the middle when looking from the side, but I believe the electric actuator will pull that in.


With the speed brake fitting somewhat flush to the bottom of the fuselage I could attach the speed brake to the fuselage with the piano hinge and bolt the electric actuator to the bracket and the speed brake. It took a bit of head scratching to figure out where the pivot points for the actuator should be since this is a deviation from the plans. The actuator only has a 4 inch stroke so I finally decided to put the location of the LB18 brackets on the speed bracket at the same location as the plans, 3.9 inches aft of the piano hinge. Then the location of the other end of the actuator was where ever it could completely close the speed brake and as chance would have it this provided the 60 degrees of deployment shown in the plans. A double throw/double pole switch and a 9 volt battery provided the ability to control the actuator.



My brother, Jon (just back from a 6 month deployment to Afgahnastan) came out for a visit. So for grins I decided to mount the tires to the wheels and temporarily bolt the main gear to the fuselage, to showoff my progress.






Just need to finish this one little panel in the back that covers the main gear attach tabs. Once this is done Chapter 9 is somewhat finished. I'm leaving the brake line installation until later to better understand how to route them.